


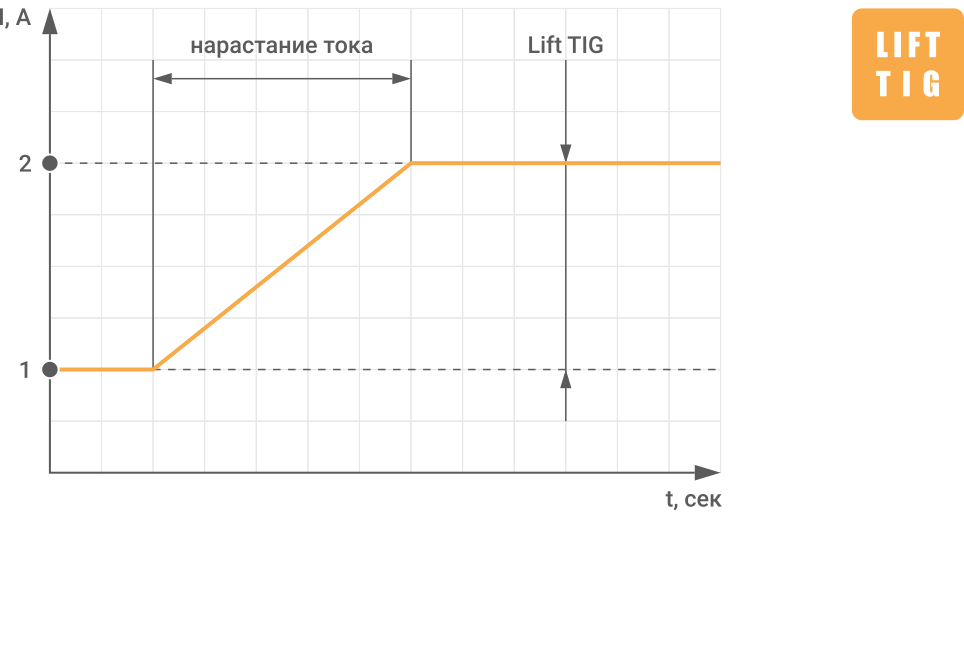
LiftTIG
Лифт ТИГ –способ поджига дуги, основанный на плавном нарастании сварочного тока в момент поджига.
Нарастание происходит при подъеме горелки.
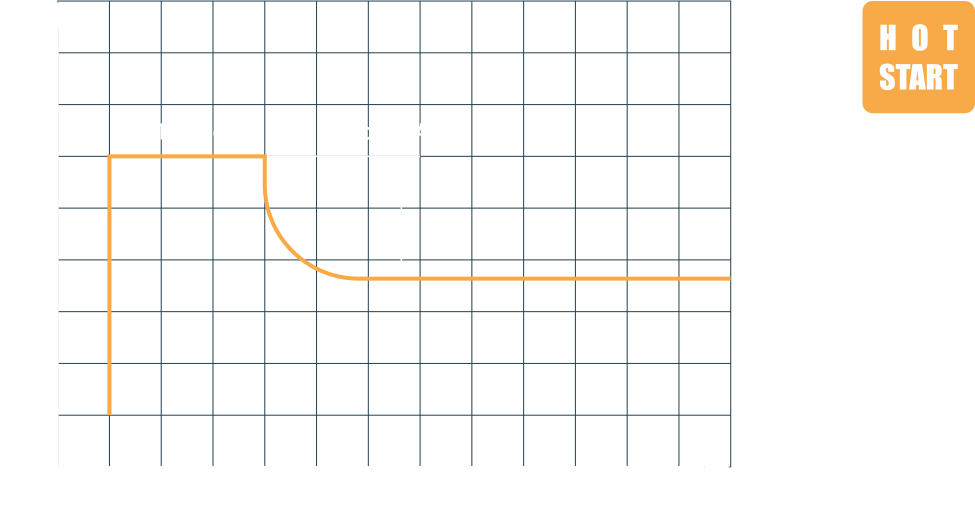
Hot START
Горячий старт –
облегчает возбуждение дуги за счет кратковременного (0,01... 1 сек) увеличения тока по отношению к базовому на регулируемую оператором величину.
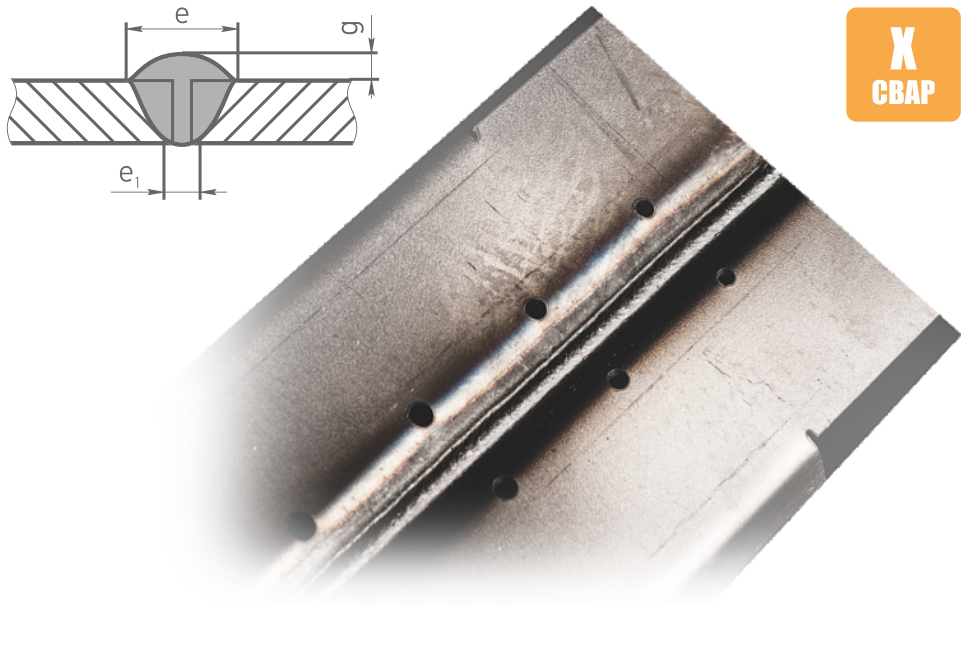
X-CBAP
Сварка «Холодной дугой» –
процесс сварки «короткой дугой» с адаптивным
уменьшением сварочного тока в момент короткого
замыкания между каплей электродного материала
и сварочной ванной. Разработан для кардинального
снижения тепловой энергии, вводимой
в соединяемые кромки при сварке.
Позволяет:
- сваривать тонколистовые соединения
- резко снизить сварочные деформации
-
сваривать корень шва
с идеальным обратным формированием - заполнять большие зазоры
- осуществлять процесс сварки-пайки бронзовой проволокой
- по сравнению с традиционным MIG/MAG процессом
- получать качественные лицевые швы благодаря минимальному образованию брызг
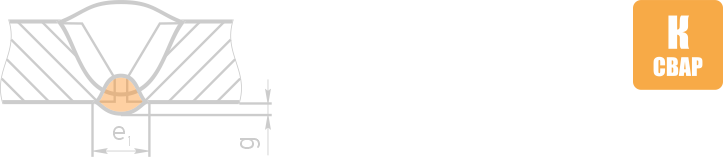
K-CBAP
Сварка «Корня» шва –
процесс сварки с использованием модифицированной
короткой дуги основанный на точном расчете
временных интервалов и адаптивном импульсном
изменении сварочного тока в период образования,
роста и отрыва капли электродного металла.
Применение этой технологии обеспечивает
максимальный контроль сварочной ванны
и облегчает управление дугой.
Позволяет:
сваривать с высокой производительностьюи
минимальным разбрызгиванием в любом
пространственном положении
контролировать процесс заполнения зазора
с гарантированным образованием обратного валика
заданной геометрии
сваривать любые толщины во всех
пространственных положениях
с успехом использовать при автоматизации
и роботизации сварочного процесса
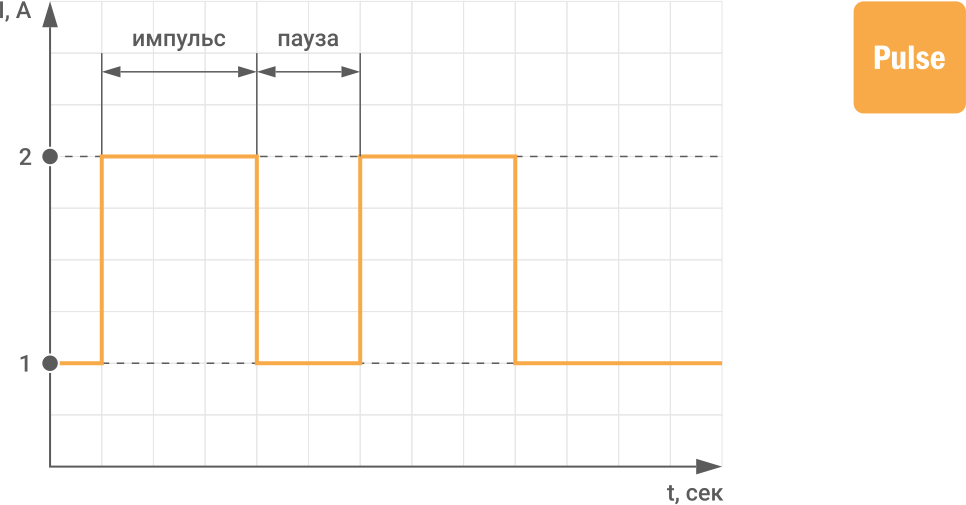
Pulse
управление процессом расплавления одной капли электродного металла за счет
инициирования одного импульса тока.
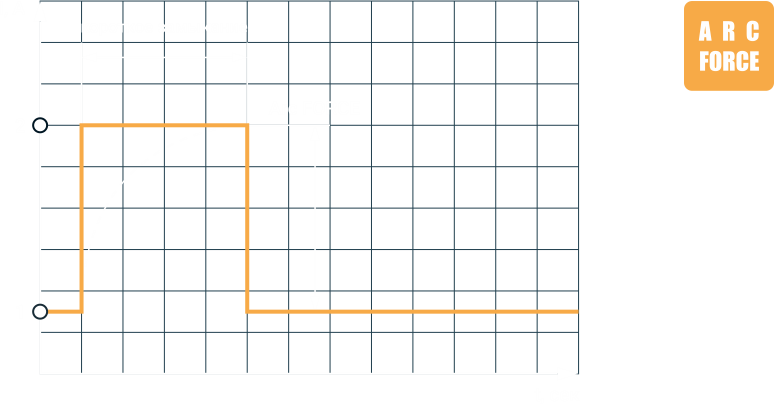
Arc FORCE
Форсирование дуги –
кратковременное повышение тока в момент перемыкания каплей расплавленного дугового промежутка.
Soft START
Мягкий старт –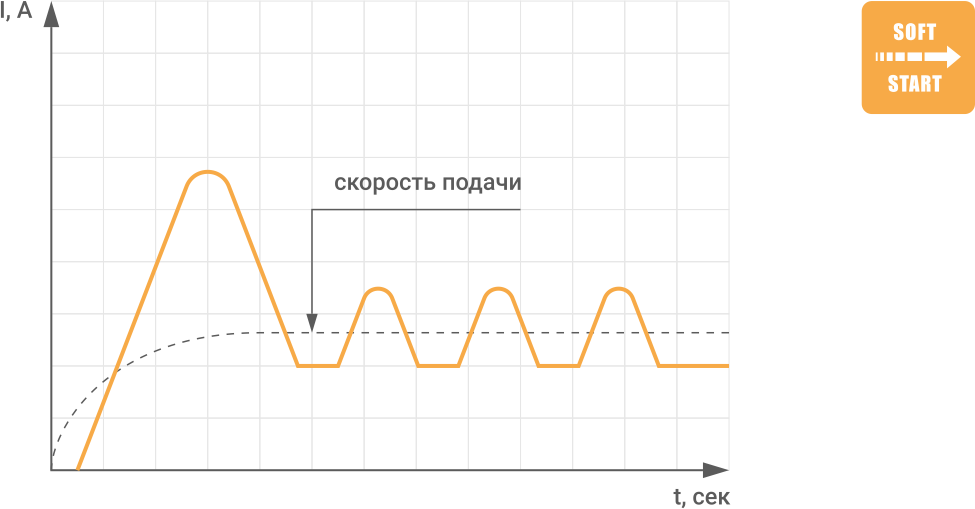
Дистанционное управление
Возможность дистанционного управления силой тока и выбора программ с горелки
Защита плат
Силиконовая защита плат
Защита электрокомпонентов от перегрева
в процессе сварки.
Защита от перегрузок
Защита от перегрузок
Защита электрокомпонентов от перегрева в процессе сварки.
ИНТЕГРАЦИЯ с роботизированными системами
промышленного сварочного оборудования, кому удалось
обеспечить успешное взаимодействие между
промышленными роботами Kawasaki®
и сварочным оборудованием.
Мы:
- разработали и изготовили механизм подачи
- совместно со специалистами компании «Робовизард»
аппаратами на базе преобразователя Ethernet/IP
- разработали программную реализацию интерфейса
- подготовили базу для последующего обучения

MC-501 MX R
Инверторный источник
для роботизированной MIG/MAG сварки
Источник позволяет проводить роботизированную сварку и автоматически определять траекторию за счет применения технологии touch sensing